
配天机器人速度前瞻控制技术
在机器人运动过程中,为了保证轨迹精度,插补算法要将运动轨迹离散成大量首尾衔接的微小线段,插补点非常密集。同时为了保证插补效率,就要在短时间内走过大量的这种微小线段。微小线段间的速度衔接分为以下几种:1、微小线段间无衔接,减速到零,下段再重新启动。这种速度衔接方式,加减速就会频繁变化,大大降低了插补效率,同时会产生很大震动,形成很大的轨迹误差;2、微小线段间不减速。这种方式插补效率很高,但运动路径遇到急转弯,很难保证插补轨迹精度;3、微小线段间相切或方向角变化小于一定值按照不减速处理或者运动路径遇到急转弯设定最高限速。这种方式可以通过预读加工路径进行速度规划(速度前瞻),在满足插补轨迹精度的同时保证插补效率。
前瞻控制能够提前对运动轨迹进行分析和处理,发现高曲率点和尖锐拐角,然后对路径上的速度进行规划,找出减速点,保证加工精度的同时满足机器人的加减速特性,在保证速度最大化的同时实现速度的平滑过渡。配天机器人提供连续微小线段前瞻控制插补功能,最大支持100段前瞻,在不影响插补轨迹精度的前提下极大地提高插补效率。与传统速度规划算法相比,同等加工条件下,加工效率明显提高,使机器人的运动更加平稳可靠。
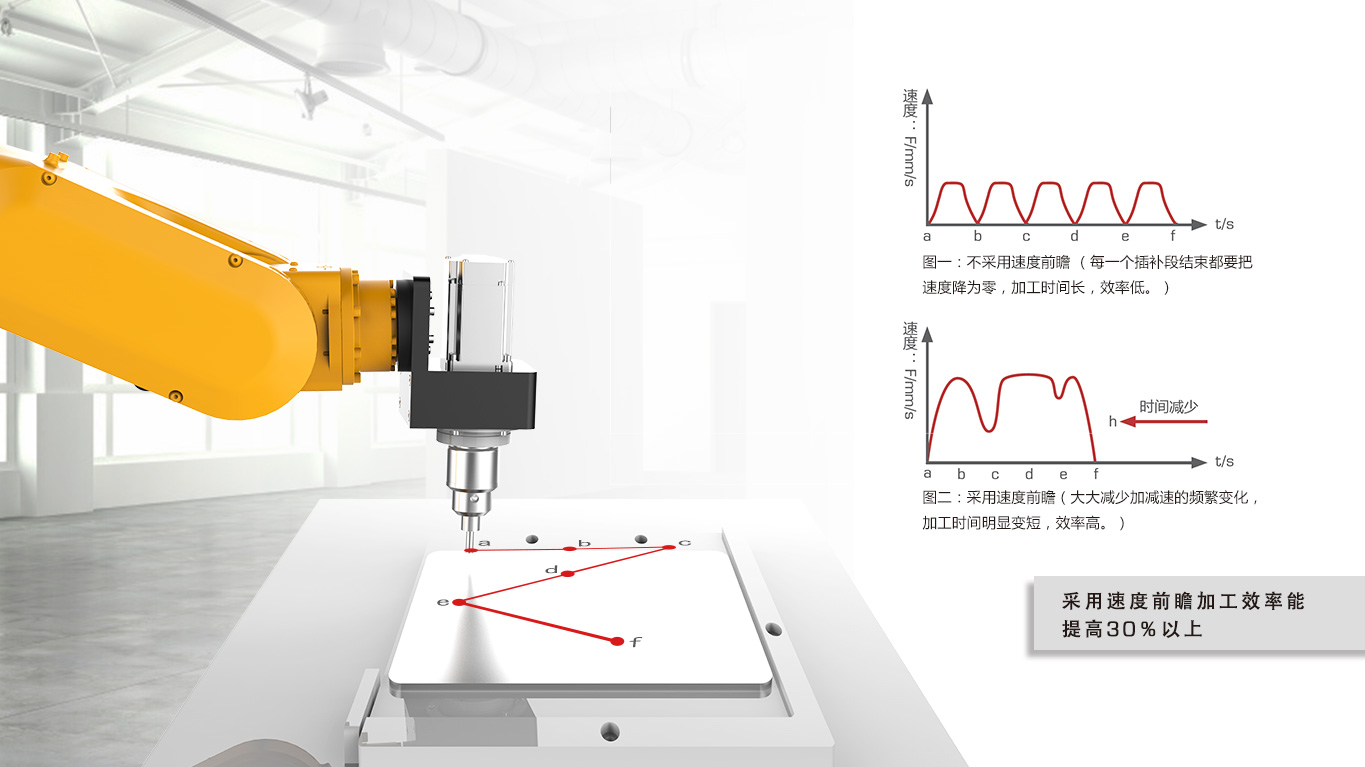
配天机器人速度前瞻示意图
完成速度前瞻的关键就在于推导出相邻插补段的衔接速度。如图,在加工轨迹上预先依次取 a、b、c、d、e、f 6个插补点,构成ab、bc、cd、de、ef 五段插补线段。计算相邻插补段之间的夹角,通过对比从中发现高曲率点。曲率越大,则线段间衔接时的允许速度越小。由图可以看出c、e为分界点,把ab、bc两段作为一个整体进行插补计算,把cd、de两段作为一个整体进行插补计算,这样根据衔接线段的曲率将整个插补轨迹上衔接速度变化不大的线段作为一个插补的整体,减少了加减速的变化,提高了加工效率。提前对运动轨迹进行分析和处理找到减速点c和e,先根据速度约束条件确定减速点两侧插补段衔接时的最大速度,保证插补精度的同时实现平滑过渡。
